Типы и настройка регуляторов тока для сварочного аппарата
Сварка является важной частью в процессе строительства и ремонта. Она применяется для соединения металлических деталей, создания крепких и надежных соединений. Одним из ключевых элементов, используемых в сварочных работах, является сварочный трансформатор. Он преобразует электрическую энергию из сети в высокочастотный ток для сварки. Однако, при работе с сварочным трансформатором возникает необходимость регулирования тока.













Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. Все эти способы имеют как свои преимущества, так и недостатки. Например, недостатком последнего способа, является сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении. Наиболее оптимальным является способ ступенчатой регулировки тока, с помощью изменения количества витков, например, подключаясь к отводам, сделанным при намотке вторичной обмотки трансформатора. Однако, этот способ не позволяет производить регулировку тока в широких пределах, поэтому им обычно пользуются для подстройки тока.
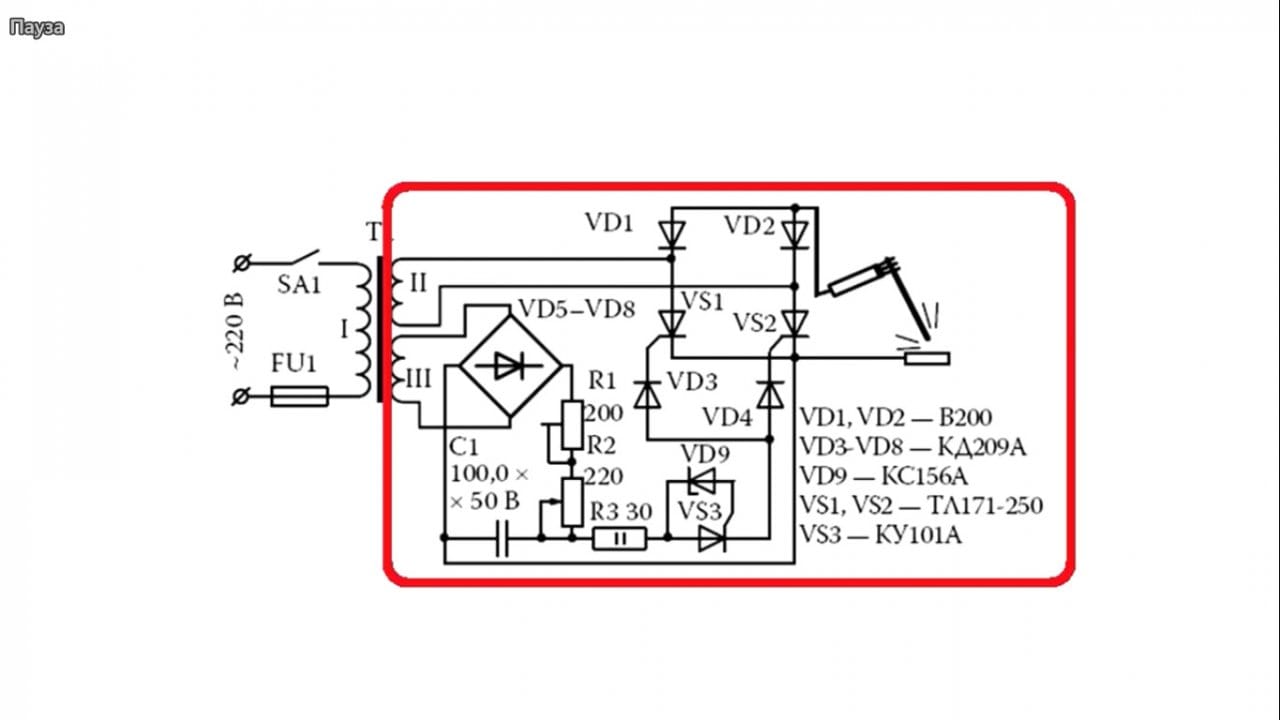
- Предлагается конструкция удобного и надёжного регулятора постоянного тока. Диапазон изменения им напряжения - от 0 до 0,86 U2, что позволяет использовать этот ценный прибор для различных целей.
- Теория и практика.
- Каждый способ регулирования способен положительно сказываться на работе сварочного агрегата , но есть у каждого метода и свои недостатки, которые желательно знать и уметь избегать неприятных ситуаций. Сварочный процесс является ответственной процедурой, поэтому становится определяющим практически любое отклонение от норм.


Одна из главных составляющих по-настоящему качественного шва — это правильная и точная настройка сварочного тока в соответствии с поставленной задачей. В таких случаях возникает необходимость многоступенчатой регулировки тока, с точностью до ампера. Эту проблему можно легко решить путем включения в цепь дополнительного прибора — регулятора тока.